Блоки расточные двухрезцовые
Растачивание — процесс механической обработки внутренних поверхностей расточными резцами для увеличения их диаметра. Осуществляется при помощи токарных, расточных и других металлорежущих станков. При растачивании обычно обрабатываются отверстия, выемки или канавки. Растачивание производят для обработки отверстий, имеющихся в заготовке (отливке или поковке), и исправления положения оси ранее просверленного отверстия. Растачивание может производиться резцами или многолезвийными инструментами (зенкерами и расточными головками) при вращении инструмента (на сверлильных и расточных станках) или при вращении заготовки (станки токарной группы). Расточный резец— это технологическое приспособление, состоящее из трех основных частей: сменная неперетачиваемая пластина; тело расточной оправки; хвостовик. На расточных горизонтальных и вертикальных станках применяют борштанги, имеющие вид скалок с закрепленными в них резцами. Расточные головки — дорогие инструменты и их применяют при обработке отверстий диаметром 50—250 мм главным образом на вертикально-расточных станках при значительных программах выпуска. Вылет определяет максимальную глубину растачивания и является самым важным размером расточного резца. Слишком большой вылет вызывает избыточные упругие деформации расточной оправки, способствует появлению вибраций, которые ухудшают качество поверхности, и может привести к преждевременному износу пластины.
Растачивание обеспечивает шероховатость Ra = 0,32 и точность, соответствующую 6…7 квалитету. Применяются для обработки отверстий. Работают в более тяжелых условиях, чем резцы для наружной обработки:
-поперечные размеры должны быть меньше, чем обрабатываемое отверстие (отношение диаметра державки к диаметру растачиваемого отверстия 0,5…0,8);
-вылет резца должен быть больше длины растачиваемого отверстия (до (6…8)d);
-из-за малой жесткости склонны к вибрации, что не позволяет снимать стружку большого сечения
Расточные резцы по форме поперечного сечения корпуса подразделяют на квадратные, прямоугольные (рис. 1, а) и круглые(рис. 1, б). В зависимости от вида обработки используют различные типы расточных резцов: проходные, подрезные, канавочные и резьбовые. Широко применяют пластинчатые резцы — основной инструмент для растачивания отверстий диаметром более 20 мм. Пластинчатые резцы делят на одно- и двухлезвийные. Двухлезвийные пластинчатые резцы выполняют по размеру растачиваемого отверстия.
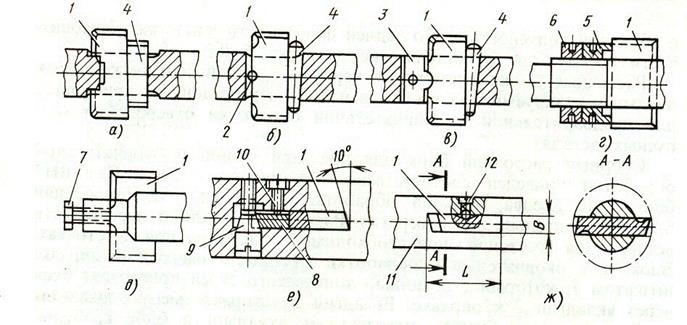
Блоки расточные состоят из корпуса с одной или несколькими парами регулируемых на необходимый размер резцов. Их применяют для предварительной и окончательной обработки отверстий в корпусных деталях.
Конструкция расточного блока с многогранными твердосплавными пластинами (рис. е) состоит из корпуса, двух четырехгранных пластин, двух подкладок и крепежных деталей. Этот блок применяют при растачивании отверстий диаметром 50…150 мм. Расчет углов установки многогранных пластин в корпусе аналогичен расчету углов для зенкеров.
При установке блока в обрабатываемом отверстии вершина пластинчатого резца, или блока, смещена относительно оси отверстия, поэтому углы γк и αк будут отличаться от углов γ и a, полученных при заточке пластины, γк = γ – Δ; aк = a + Δ,
где Δ определяют из выражения sin Δ = В / d.
Применение пластинчатых резцов уменьшает разбивку отверстия в процессе обработки и улучшает качество